智能摆盘插件 AUTOPLAN
1 插件概述
AUTOPLAN 插件,即捷勃特智能摆盘规划系统。它依据工件形状、尺寸、摆盘容器规格等数据,以先进算法快速精准算出工件在托盘等承载器具上的最佳排盘点位,通过合理布局提升空间利用率、减少托盘用量或占用面积,同时兼顾工件间隔、摆放方向等生产工艺要求,保障后续加工顺畅、避免碰撞干涉,最终提高生产效率、降低生产成本。
1.1 插件信息
名称:AUTOPLAN.gbtapp
版本:v6.9
1.2 插件运行环境要求
机器人软件版本:V7.6.6.0 及以上
功能模块
系统提供以下 5 个主要功能模块:
1. 机器人设置
- 机器人连接:通过 IP 地址连接机器人控制器
- 程序读取:从机器人读取指定程序的 P 点数据
- 工具配置:设置工具数量、间距、方向、布局等参数
- 坐标系设置:配置 UF 值、坐标系方向、自动 TF 计算等
2. 智能规划
- 料框设置:配置料框长度、宽度、深度
- 工件设置:支持多种工件类型
- 圆形工件
- 长方形工件
- 多边形工件(5-8 边)
- 三角形工件(等边 / 等腰)
- 摆放设置:
- 横向 / 纵向间距设置
- 边框距离设置
- 包材厚度设置
- 摆放层数设置
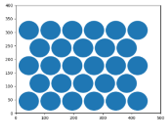
- 排布方式:阵列式 / 蜂窝式
- 摆盘方式:行优先 / 列优先
- 余行列转向设置
- 实时预览:自动生成规划结果预览图,显示可填充数量和单行 / 列数量
3. 手动规划
- 网格参数设置:设置行数、列数、计算方式(行优先 / 列优先)
- 参考点读取:可自定义 3 个参考点 PR ID(默认 1/2/3),并从机器人读取对应 PR
- 点位计算:基于参考点自动计算所有网格点位坐标
- 数据生成:生成完整的点位数据表格
4. 数据清单
- 数据展示:以表格形式展示所有规划点位数据
- 行号 / 列号
- P 点 ID
- X/Y/C 坐标值
- X/Y/C 补偿值
- 补偿调整:
- 支持按行 / 列进行补偿
- 支持角度补偿
- 实时更新补偿值
- 数据写入:将规划数据写入机器人 P 点程序
- 支持设置 “起始 P 点”(默认 1),按起始编号连续写入
- 配方保存:保存当前规划参数为配方
5. 配方库
- 配方管理:
- 配方列表查看
- 配方保存 / 加载
- 配方删除
- 配方导入 / 导出
- 配方调用:
- 通过配方号(MH 寄存器)调用配方
- 支持外部调用监控
- 支持自动写入功能
- 配方预览:查看配方的详细参数和预览图
核心特性
智能算法
- 自动优化:自动计算最优摆放方案,最大化料框利用率
- 碰撞检测:自动检测工件边界,避免超出料框范围
- 多种排布:支持阵列式和蜂窝式两种排布方式
- 灵活配置:支持行优先 / 列优先两种摆盘方式
机器人集成
- 实时通信:与机器人控制器实时通信
- 数据同步:自动读取和写入机器人程序数据
- 寄存器操作:支持 PR、R、SR 寄存器读写
- 状态监控:实时监控机器人连接状态和运行状态
配方系统
- 配方存储:本地 JSON 格式存储配方数据
- 配方导入导出:支持 USB 导入导出配方
- 配方冲突检测:自动检测配方编号冲突
- 配方自动分配:自动分配可用配方编号
多语言支持
- 中文简体
- English
- Tiếng Việt(越南语)
- 日本語(日语)
- 한국어(韩语)
2 机器人设置
在使用 AUTOPLAN 插件前,需要先创建机器人程序、托盘用户坐标及工具坐标。
2.1 创建程序
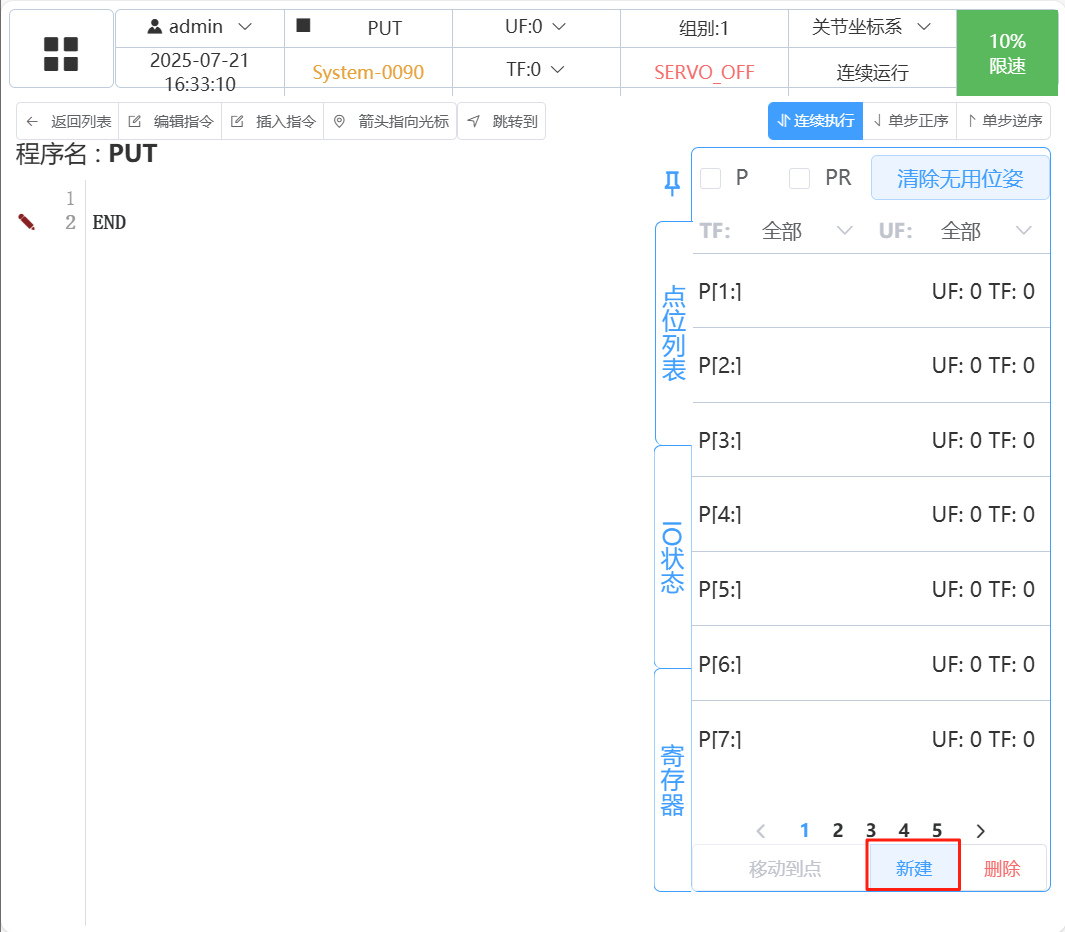
1. 创建一个机器人程序 “PUT”,点击新建创建 N 个 P 点(N≥一层的工件总数)。
2.2 创建 UF/TF
1. 创建工具坐标 TF, 创建步骤请参考《捷勃特机器人系统操作说明书》 2. 创建托盘用户坐标 UF,使用四点法。设定坐标原点为:人面对料盘状态下的料盘左下角,Z 轴 + 方向向上。
创建步骤请参考《捷勃特机器人系统操作说明书》。

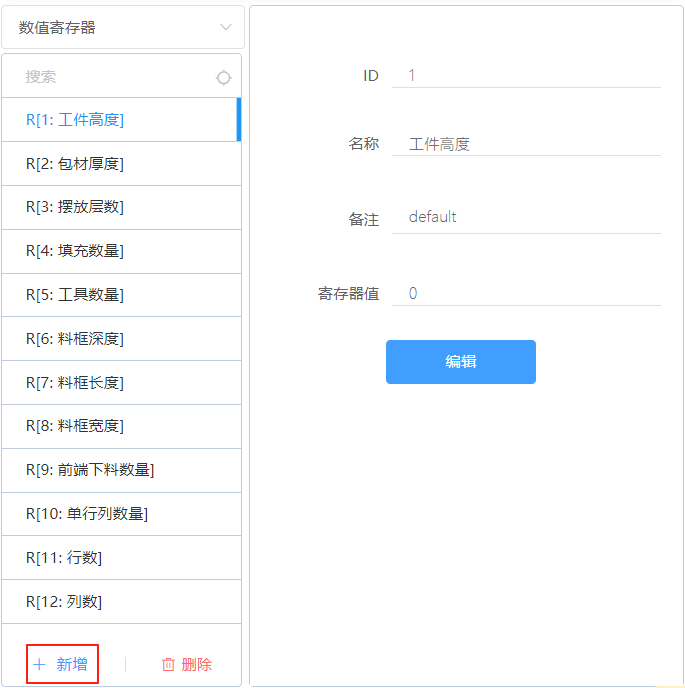
2.3 创建数值寄存器
菜单→数据→数值寄存器,创建如下寄存器。
3 AUTOPLAN 插件界面
3.1 机器人设置
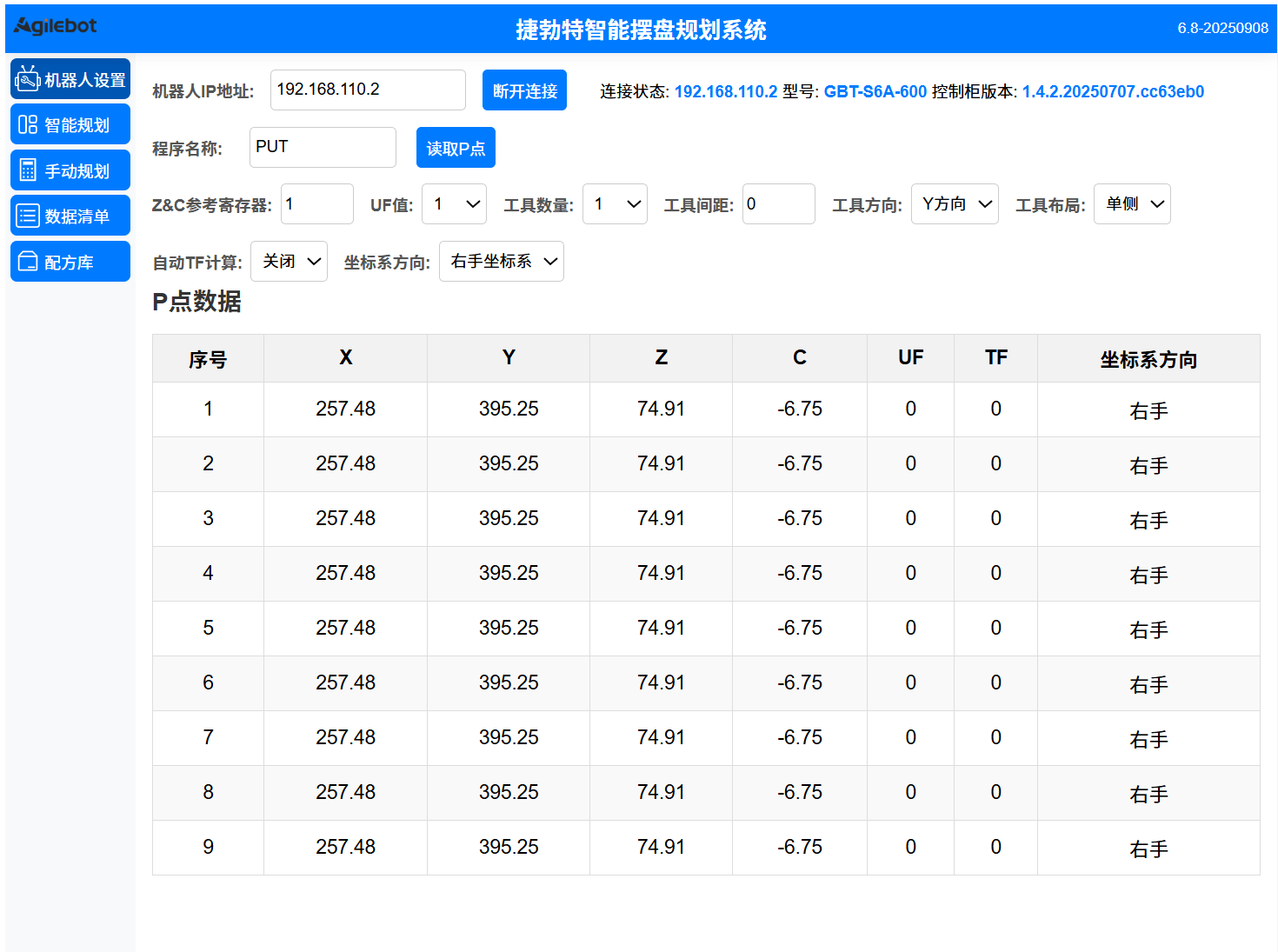
1. 机器人 IP 地址:控制柜 IP 地址,连接后可显示连接状态、型号、控制柜版本信息。 2. 程序名称:码垛点位调用程序(需预先创建程序及 P 点)
 查看程序中 P 点参数
查看程序中 P 点参数
3. 工具参数设定:
- Z&C 参考寄存器:填写放料基准点 PR 的 ID 号,取放料基准 PR 的 Z 和 C,生成托盘放料点
- UF 值:用户坐标系,参数可选
- 工具数量:安装工具数量
- 工具间距:工具之间安装间隙距离,单位 mm
- 工具方向:工具安装的方向,X/Y 方向(世界坐标系为基准)
- 工具布局:单侧 / 双侧
- 单侧:单工具移动变距。机器人工具仅在机器人末端的一侧进行排列安装;
- 双侧:双工具移动变距。机器人工具在机器人末端的两侧均有排列安装。
- 自动 TF 计算:关闭 / 开启,开启时,根据填写的间距参数改写 TF1、TF2 的坐标值;关闭时不做处理。
- 坐标系方向:左手系 / 右手系
3.2 智能规划

1. 料框设置:设置料框长度、料框宽度、料框深度,单位 mm 2. 工件设置:
| 类型 | 设置参数 | 说明 |
|---|---|---|
| 圆形 | 1. 圆形直径、工件高度单位为 mm 2. 前端单次下料数量:前道设备单次下料数量 | |
| 长方形 | 1. 长方形长度、宽度、工件高度单位为 mm 2. 前端单次下料数量:前道设备单次下料数量 | |
| 多边形 | 1. 多边形边长、工件高度单位为 mm 2. 当多边形为六边形时,可选对边或对角排列 3. 前端单次下料数量:前道设备单次下料数量 | |
| 三角形 | 1. 三角形类型 等边三角形:设置边长,单位为 mm 等腰三角形:设置边长和底长,单位为 mm 2. 三角形朝向 朝上 朝下 朝左 朝右 前端单次下料数量:前道设备单次下料数量 |
3. 摆放设置
横向间距:工件之间的横向间隔距离,单位:mm
纵向间距:工件之间的纵向间隔距离,单位:mm
横向边框距离:工件行与边框的距离,单位:mm
纵向边框距离:工件列与边框的距离,单位:mm
包材厚度:包材自身的厚度,单位:mm
摆放层数:工件摆放的总层数
排布方式:
- 阵列式
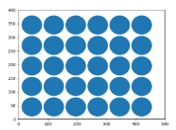
- 蜂窝式
- 阵列式
摆盘方式:行优先 / 列优先,机器人按行顺序摆或者列顺序摆
余行列转向:关闭 / 左转 90° / 右转 90°,当工具数量和摆盘数量非倍数关系时,可选先摆放倍数部分,最后单独摆放单数部分
4. 计算 参数设置完成后,点击计算会自动生成规划结果,如下图。

3.3 手动规划
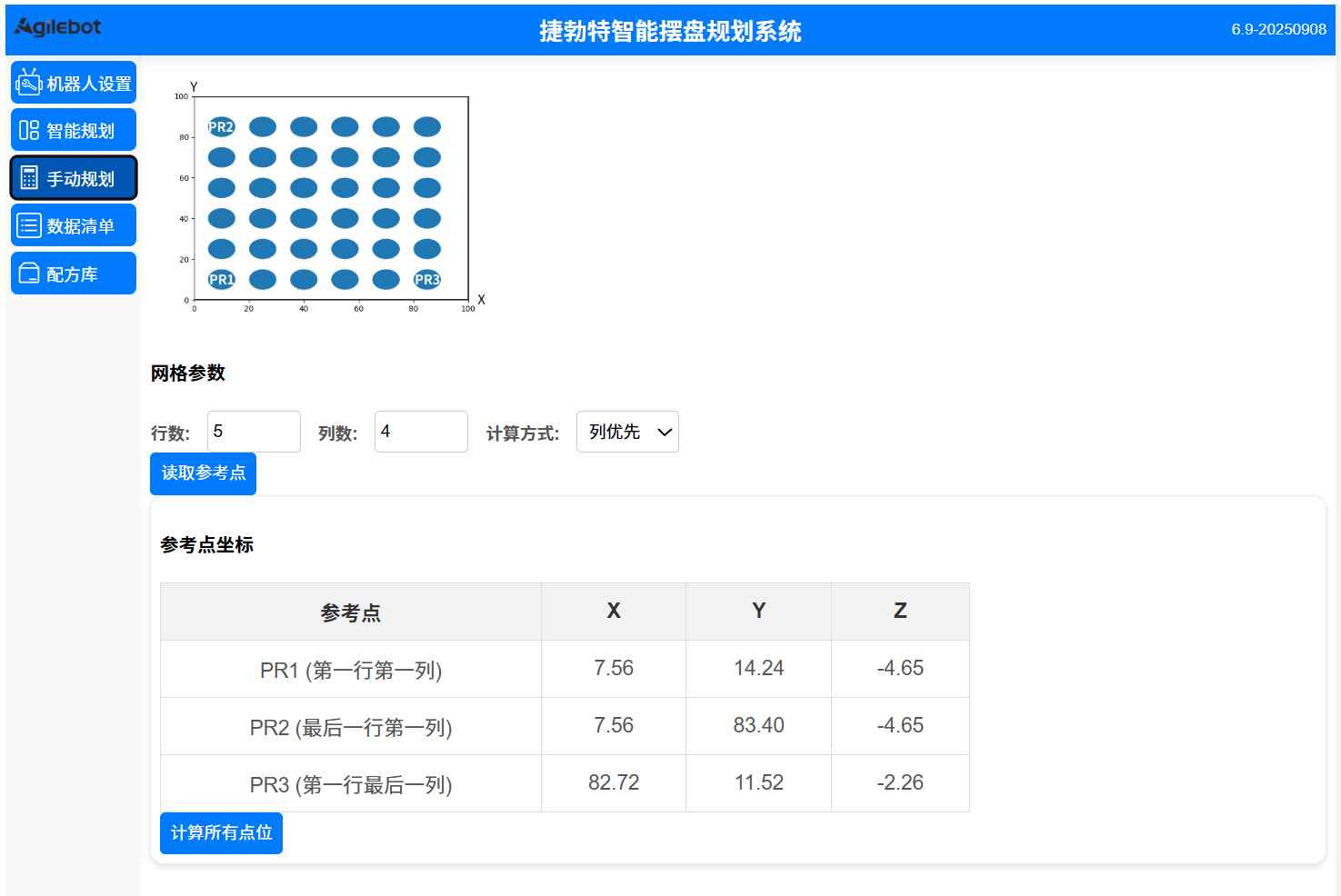
该功能用于手动规划料盘摆放点位。 网格参数
- 行数:手动输入摆盘物料行数
- 列数:手动输入摆盘物料列数
- 计算方式:行优先 / 列优先,机器人按行顺序摆或者列顺序摆
- 读取参考点:读取示教 PR1、PR2、PR3 的点位数据
- 计算所有点位:由列数、行数、计算方式及参考点数据,生成摆盘点位参数
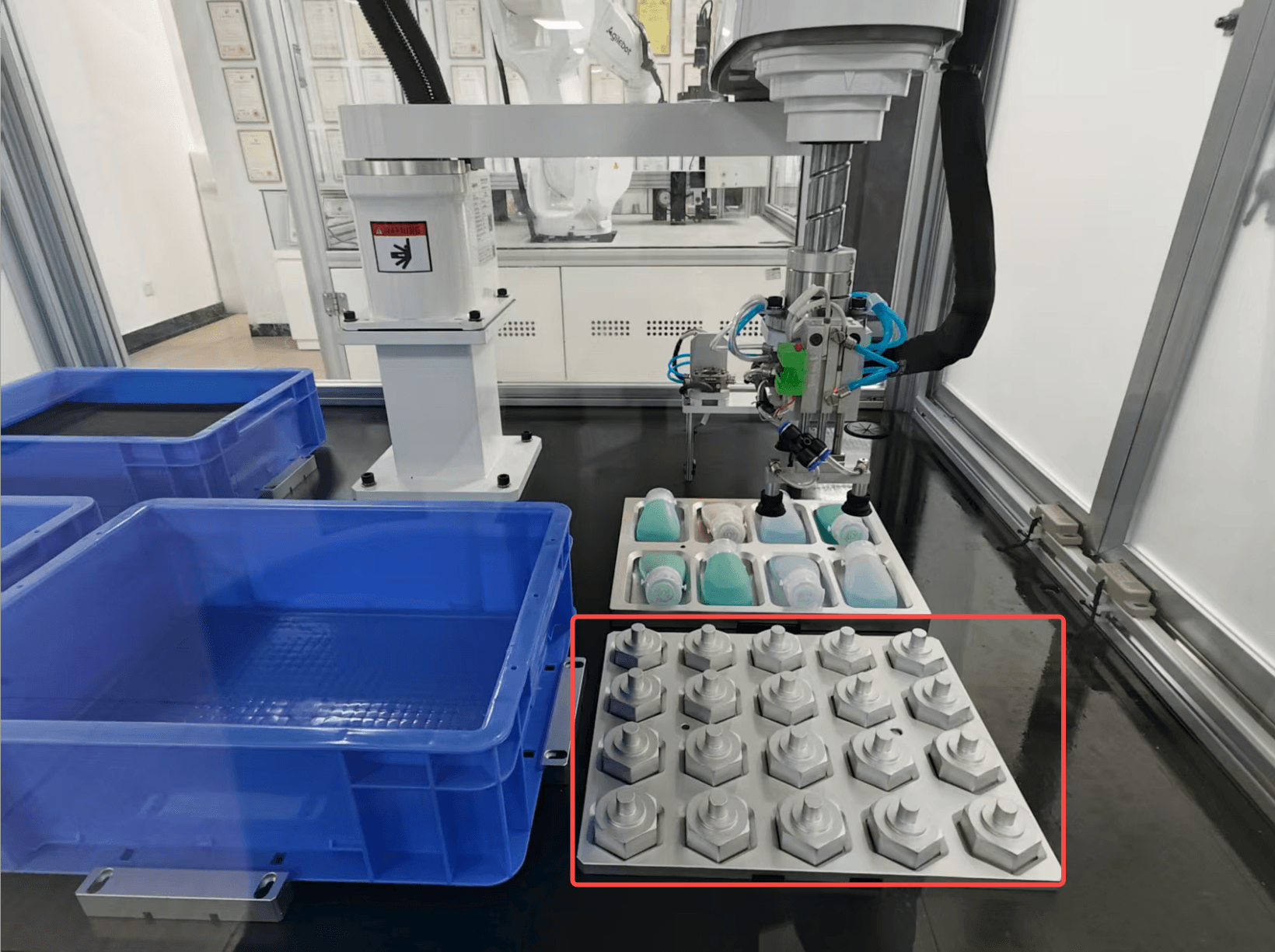
操作步骤 以下图红框料盘为例。

步骤 1 输入行数及列数
步骤 2
使用示教器,将三个参考位置的中心点示教记录到三个 PR 寄存器。第 1 行第 1 列 (PR1),第 4 行第 1 列 (PR2),第 1 行第 5 列 (PR3)
步骤 3 点击计算所有坐标系,进入数据清单。
3.4 数据清单
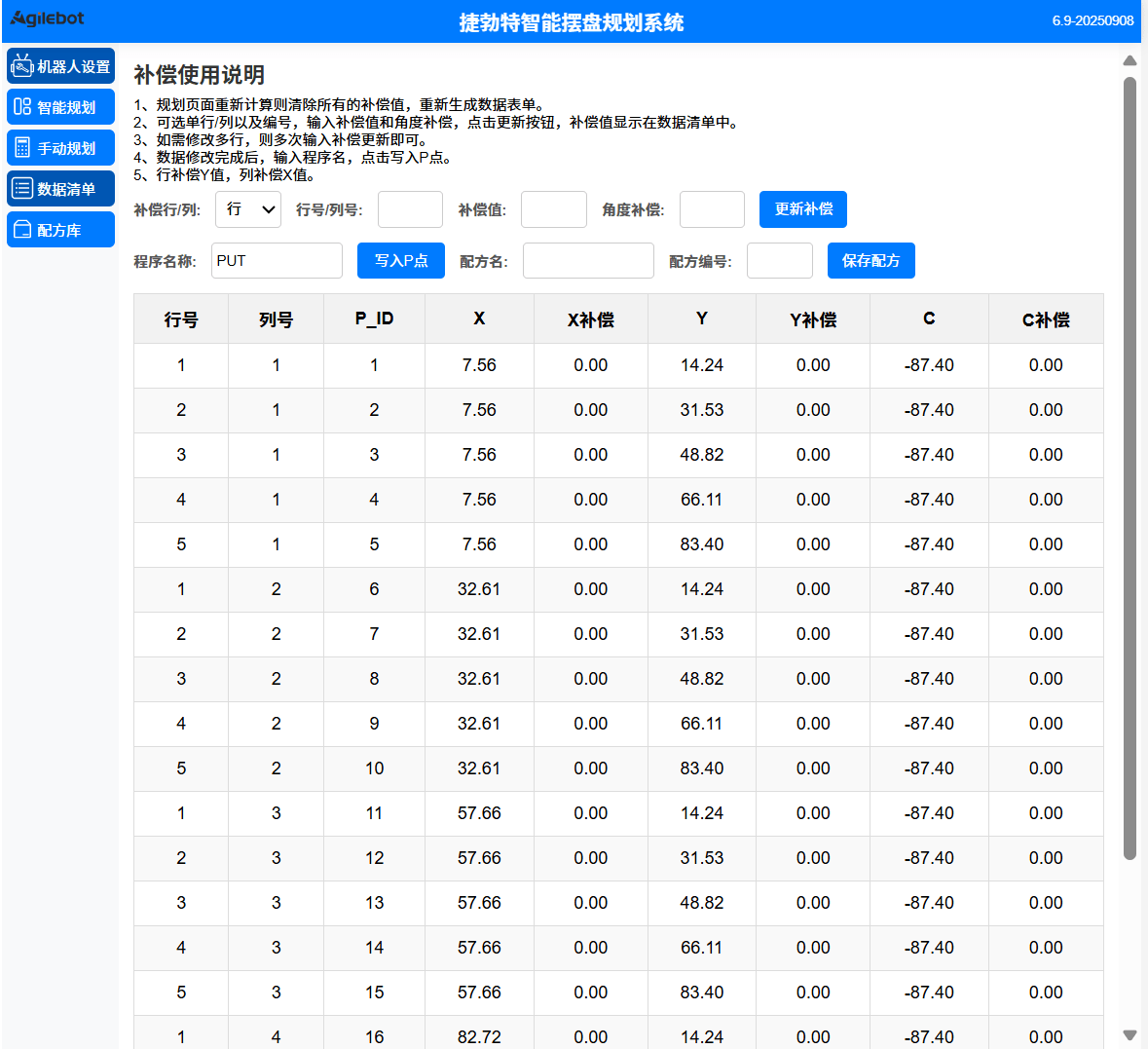
1. 补偿行 / 列:可选单行 / 列以及编号,行补偿 Y 值,列补偿 X 值。 2. 补偿值:输入补偿值和角度补偿,点击更新按钮,补偿值显示在数据清单中。如需修改多行,则多次输入补偿更新即可。 3. 程序名称:数据修改完成后,输入程序名。点击写入 P 点,生成数据信息自动填入到程序中 P 点。 4. 配方名、配方编号:设置配方名及配方编号(唯一),保存配方,以便机器人调用。 注:智能规划页面重新计算则清除所有的补偿值,重新生成数据表单。
3.5 配方库

该功能支持通过配置信号(MH 寄存器、DI/DO )实现配方远程调用。 操作约束:外部调用时机器人处于空闲状态,未在运动,且无机器人程序运行,否则禁止调用。
- 配方查询:通过 “查找配方” 输入框,快速检索目标配方,支持精准名称匹配。
- 配方号 MH:配置调用配方的 MH 寄存器 ID,给该寄存器输入配方编号调用不同配方。
- 调用信号 DI:设置触发配方调用的输入信号 DI 的 ID。
- 完成信号 DO:配置配方执行完成后反馈的输出信号 DO 的 ID。
- 外部调用控制:
- 允许外部调用:切换 “关闭 / 开启”。
- 自动写入:切换 “关闭 / 开启”。
配方列表:
- 支持 “全选” 批量处理,“导出选中配方” 可备份配置到优盘,“导入配方” 可将优盘中的备份配方恢复至本地;
- 对单个配方(如 test1、test2 ),点击配方名可在右侧预览区域预览配方内容 ,点击 “读取” 可加载参数,“删除” 则移除无用配方。
外部启动流程:
- 初始设置与启动
- 开启 “允许外部启动” 功能,机器人进入待命状态,开始监控指定 ID 的 DI 输入信号。
- DI 信号触发,读取 MH 寄存器值调用配方
- 当监控的 DI 输入信号变为 ON 时,机器人读取指定 ID 的 MH 寄存器中存储的值。
- 根据 MH 寄存器值对应的配方编号,调用相应配方。
- 自动写入配方数据
- 若 “自动写入” 功能开启:机器人将配方数据写入数据清单页面设置的程序名对应的程序 P 点。
- 完成写入后,输出 DO 脉冲信号
- 完成写入(或仅调用配方)后,机器人通过指定 ID 的 DO 输出信号发送一个 1s 的脉冲,用于告知外部设备流程已完成。
- 重置监控状态
- 完成一次写入后,重新监控指定 ID 的 DI 输入信号,等待下一次触发。
3.6 U 盘导出 / 导入配方
导出配方:
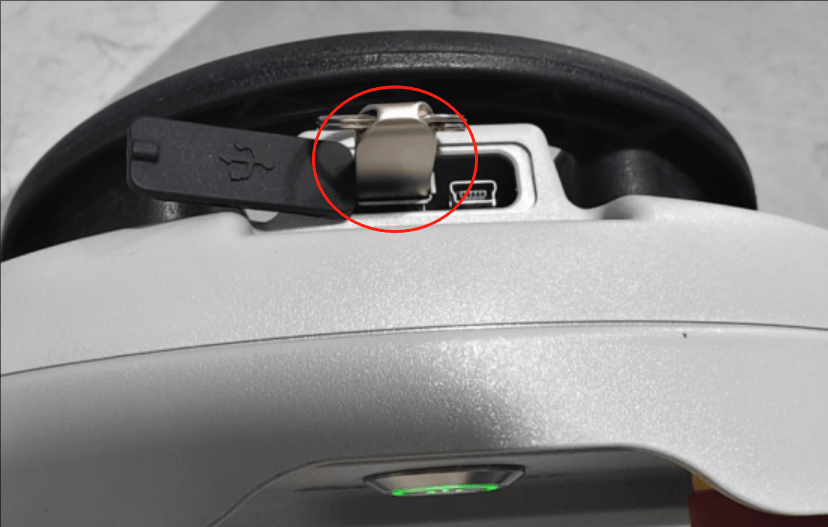
- 将 U 盘(格式为 FAT32)插入示教器上的 USB 接口处。
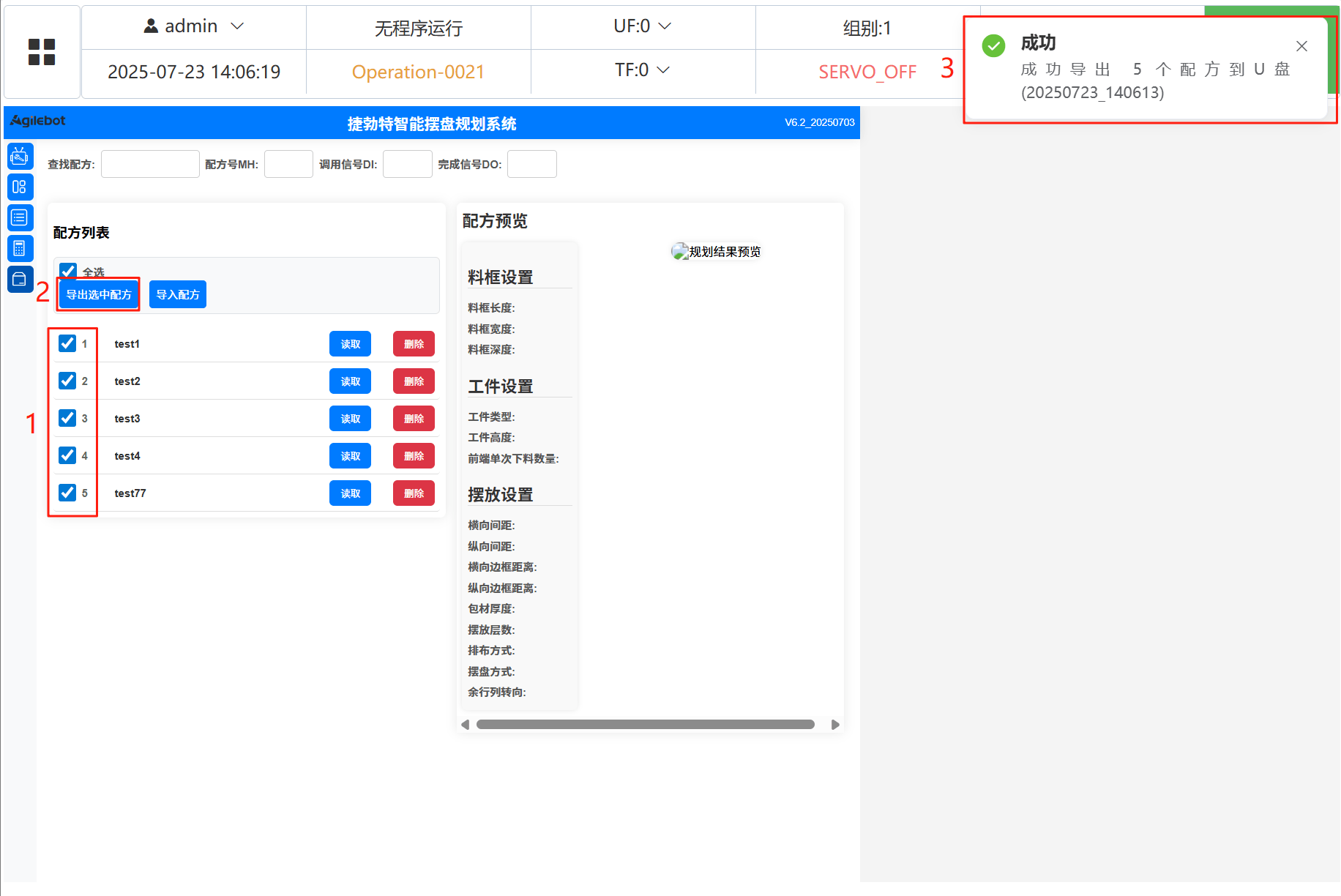
2. 将机器人切换至 SERVO_OFF 状态及手动模式,选中需备份的配方后点击 “导出选中配方”,待右上角提示 “备份成功” 即可。
导入配方
- 将 U 盘(格式为 FAT32)插入示教器上的 USB 接口处。
- 机器人切换到 SERVO_OFF 状态与手动模式,点击 “导入配方”,就能查看 U 盘中的配方文件。
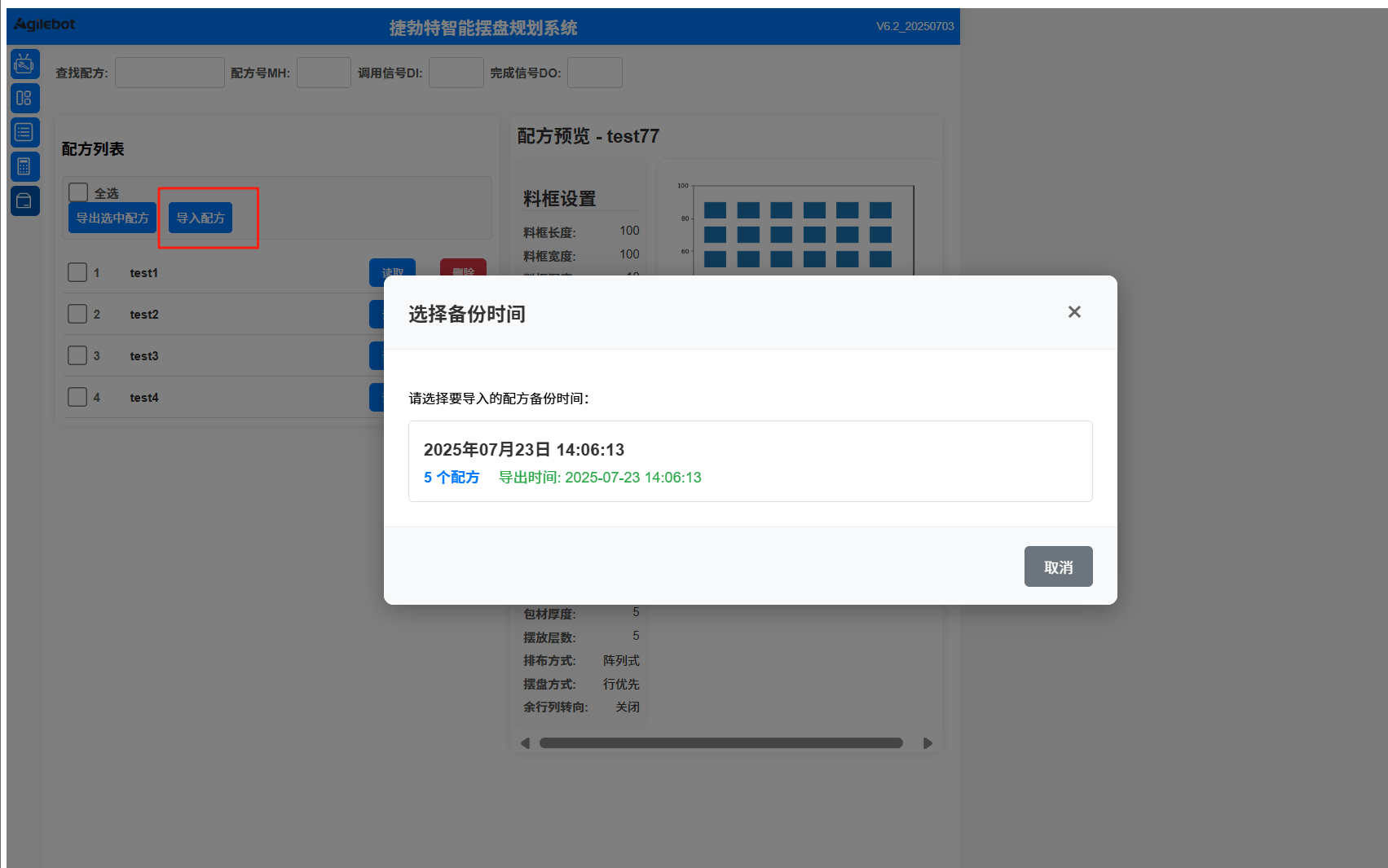
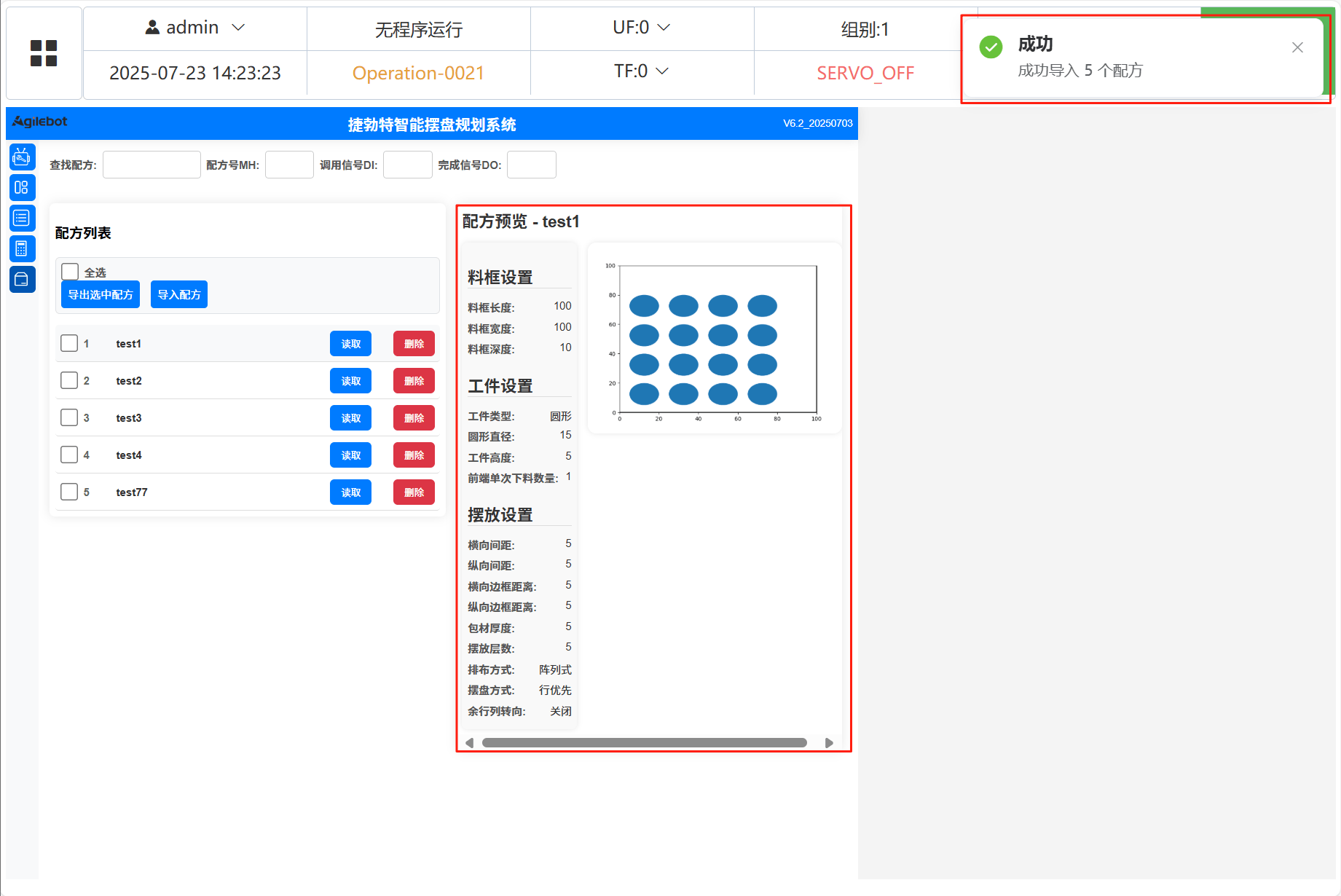
- 勾选想要导入的配方,点击 “导入选中配方”,再点击 “确定”。
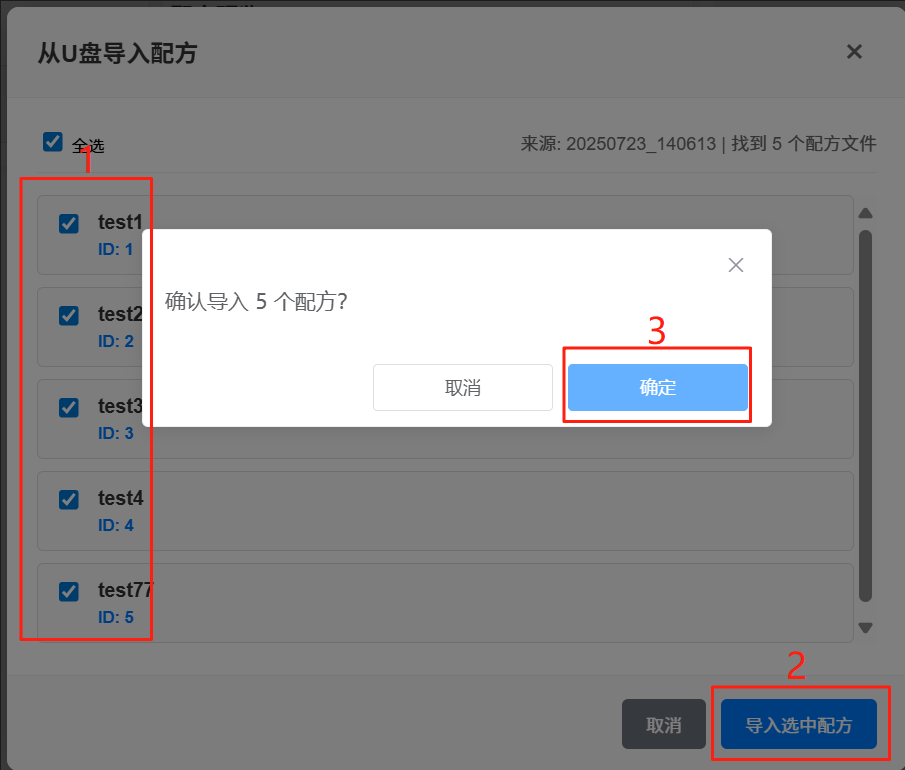
- 等右上角显示 “导入成功” 后,点击 “配方” 就可以查看了。
常见问题
问题:启动 EXE 时提示被 Device Guard 或智能应用控制拦截
现象:
- 启动程序时出现类似提示:
已被组织的 Device Guard 策略阻止 - 程序窗口显示
Launched. You can close this window.后无法正常运行
适用系统:Windows 10 / Windows 11
处理方法:
- 打开
Windows 安全中心(可在开始菜单搜索 “Windows 安全中心”)。 - 进入
应用和浏览器控制。 - 找到
智能应用控制。 - 将智能应用控制设置为
关闭。 - 重新启动本软件。
说明:关闭后通常可解除对未受信任应用的拦截。如设备存在组织策略(企业管控),请联系 IT 或系统管理员处理。
注意事项
重要提示
机器人连接:
- 确保机器人控制器与运行系统的设备在同一网络
- 连接前检查 IP 地址是否正确
- 连接失败时检查网络连接和防火墙设置
数据备份:
- 写入 P 点前建议备份原有程序
- 配方数据存储在
data/目录,建议定期备份
参数设置:
- 料框尺寸必须大于工件尺寸
- 间距和边框距离必须为正值
- 工具数量必须与实际工具数量一致
配方管理:
- 配方编号(ID)必须唯一
- 系统会自动检测并提示编号冲突
- 删除配方前请确认不再需要
坐标系设置:
- UF 值范围:0-30
- 工具坐标系 ID 范围:1-30
- 坐标系方向:右手坐标系 / 左手坐标系
手动规划:
- 参考点 1/2/3 支持自定义 PR ID(默认 1/2/3)
- 三个参考点对应关系建议:
- 参考点 1:第一行第一列
- 参考点 2:最后一行第一列
- 参考点 3:第一行最后一列
版本历史
v7.5.4 (2026 年 4 月 10 日)
- 修复工具数量为 0 时写入 P 点仍为 TF1 的问题
- 为静态资源增加版本参数,避免浏览器缓存旧脚本导致逻辑未生效
v7.5.3 (2026 年 4 月 10 日)
- 修复写入 P 点时
None值触发int()转换异常的问题
v7.5.2 (2026 年 4 月 9 日)
- 新增电脑端
- 工具数量范围调整为 0-10
- 当工具数量为 0 时,写入 P 点使用 TF0
- 工具数量为 0/1 时跳过自动 TF 更新,避免无效报错
v7.5.1 (2026 年 4 月 8 日)
- 手动规划参考点坐标表格新增 C 列显示
- 参考点文案统一为 “参考点 1/2/3”
- 修复手动规划计算时误读取默认 PR1 导致的报错
v7.5 (2026 年 4 月 7 日)
- 新增韩语界面支持
- 手动规划支持自定义参考点 PR ID(默认 1/2/3)
- 数据清单新增 “起始 P 点” 写入起点配置
- UF 范围调整为 0-30
v7.4.0 (2026 年 1 月 16 日)
- 当前稳定版本
- 支持智能规划和手动规划
- 完整的配方管理系统
- 多语言支持
- 外部调用监控功能
捷勃特智能摆盘规划系统 | 版本 v7.5.4 | 更新日期:2026 年 4 月 10 日 | © 2026

本手册中包含的信息如有变更,恕不另行通知,且不应视为捷勃特的承诺。捷勃特对本手册中可能出现的错误概不负责。
除本手册中有明确陈述之外,本手册中的任何内容不应解释为捷勃特对个人损失、财产损坏或具体适用性等做出的任何担保或保证。
捷勃特对因使用本手册及其中所述产品而引起的意外或间接伤害概不负责。
未经捷勃特的书面许可,不得再生或复制本手册和其中的任何部件。
可从捷勃特处获取此手册的额外复印件。
本出版物的原始语言为中文。
© 版权所有 2025Agilebot. 保留所有权利。
AgilebotRoboticsCo.,Ltd
中国上海